Індивідуальна відкрита частина кування для біта


Індивідуальна відкрита перевага ковки
• Кування порівняно з іншими методами виробництва включає більшу міцність, надійність і довговічність, а також здатність виготовляти складні форми з жорсткими допусками.
• Розмір і форма кування налаштовуються.
• Запаси ковальського матеріалу доступні на основі потрібної кількості та плану.
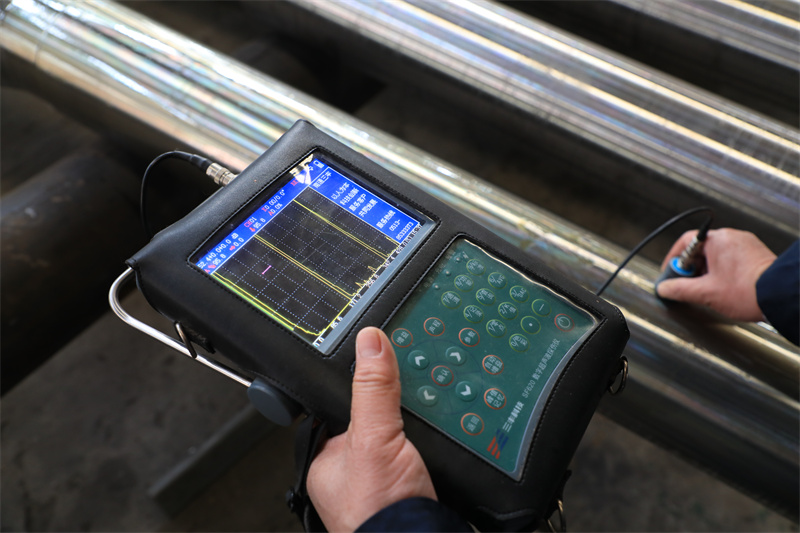
• Матеріал сталеливарного заводу перевіряється кожні два роки та схвалюється нашою компанією WELONG.
• Кожен стабілізатор проходить 5-кратний неруйнівний контроль (NDE).
Основний матеріал
• AISI 4145H MOD,4330,4130,4340,4140,8620 тощо.
процес
• Кування + Груба механічна обробка + Термічна обробка + Самоперевірка властивостей + Тестування третьою стороною + Оздоблювальна обробка + Остаточна перевірка + Упаковка.
застосування
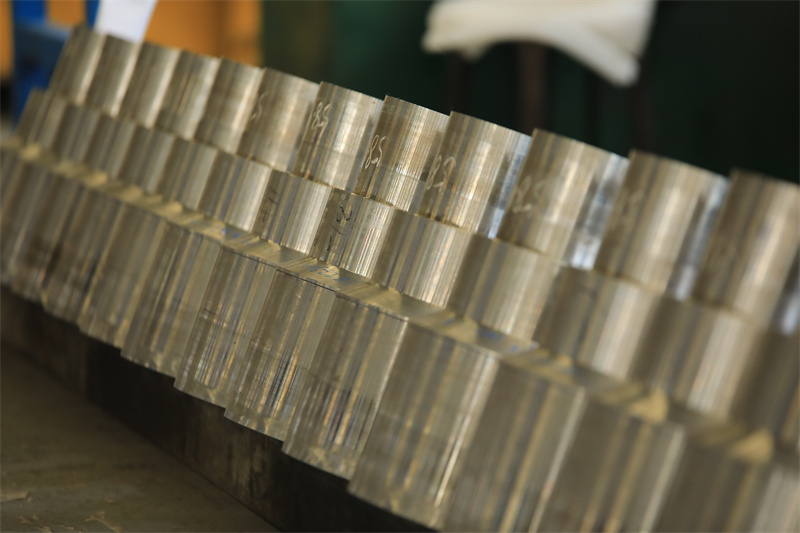
• Кування стабілізатора двигуна, поковки стабілізатора, поковки долота, кувальний вал, кувальне кільце тощо.
Розмір кування
• Максимальна вага кування становить близько 20 т.Максимальний діаметр кування становить близько 1,5 М.
Індивідуальний відкритий процес кування долот
• Нагрівання: металеву заготовку, як правило, у формі прутка або заготовки, нагрівають до відповідної температури, щоб зробити її більш пластичною.Ця температура змінюється в залежності від конкретного металу, який кується.
• Розміщення та вирівнювання: нагріту заготовку кладуть на ковадло або плоску поверхню, забезпечуючи належне вирівнювання для наступних операцій кування.
• Ковка: коваль використовує різні типи молотків, наприклад механічний молоток або ручний молоток, щоб ударяти по металу та формувати його.Удари молотка в поєднанні з умілими маніпуляціями деформують заготовку в потрібну форму.
• Повторний нагрів: Залежно від властивостей металу та складності бажаної форми заготовку може знадобитися повторно нагрівати кілька разів під час процесу кування, щоб зберегти її пластичність.
• Оздоблення: після досягнення бажаної форми можна виконувати додаткові операції, такі як обрізка, вирізання або інші завершальні штрихи.