Новини галузі
-

Які методи неруйнівного контролю підходять для великих поковок
Ультразвуковий контроль (УЗ): використання принципів розповсюдження та відбиття ультразвуку в матеріалах для виявлення дефектів. Переваги: може виявляти внутрішні дефекти поковок, такі як пори, вкраплення, тріщини тощо; Має високу чутливість виявлення і точність позиціонування; Вся ковка може...Читати далі -

Гартування сталевих поковок
Відпуск — це процес термічної обробки, при якому заготовку гартують і нагрівають до температури, нижчої за Ac1 (початкова температура перетворення перліту в аустеніт під час нагрівання), витримують певний період часу, а потім охолоджують до кімнатної температури. Загартування, як правило, слідує...Читати далі -

Які переваги виготовлення поковок з 4145H
4145H — це структурована сталь, яка в основному використовується для виробництва та використання інструментів для буріння нафтових свердловин. Сталь обробляється в дуговій печі та обробляється за технологією м’якого рафінування. Крім того, масляні свердла часто використовуються для підвищення продуктивності бурових коронок. При використанні сталі 4145H в...Читати далі -

Виберіть 4145H або 4145H MOD для стабілізатора
4145H і 4145H MOD — це дві різні специфікації сталі, які в основному використовуються для високоміцних і високотемпературних застосувань у нафтовій і газовій промисловості. Їх відмінності полягають у таких аспектах: Хімічний склад: Існує невелика різниця в хімічному складі b...Читати далі -

Загартування і відпуск
Обробка загартуванням і відпуском відноситься до методу подвійної термічної обробки загартування та високотемпературного відпустки, який спрямований на те, щоб заготовка мала хороші комплексні механічні властивості. Високотемпературний відпуск відноситься до відпуску між 500-650 ℃. Найбільш загартований і загартований ...Читати далі -

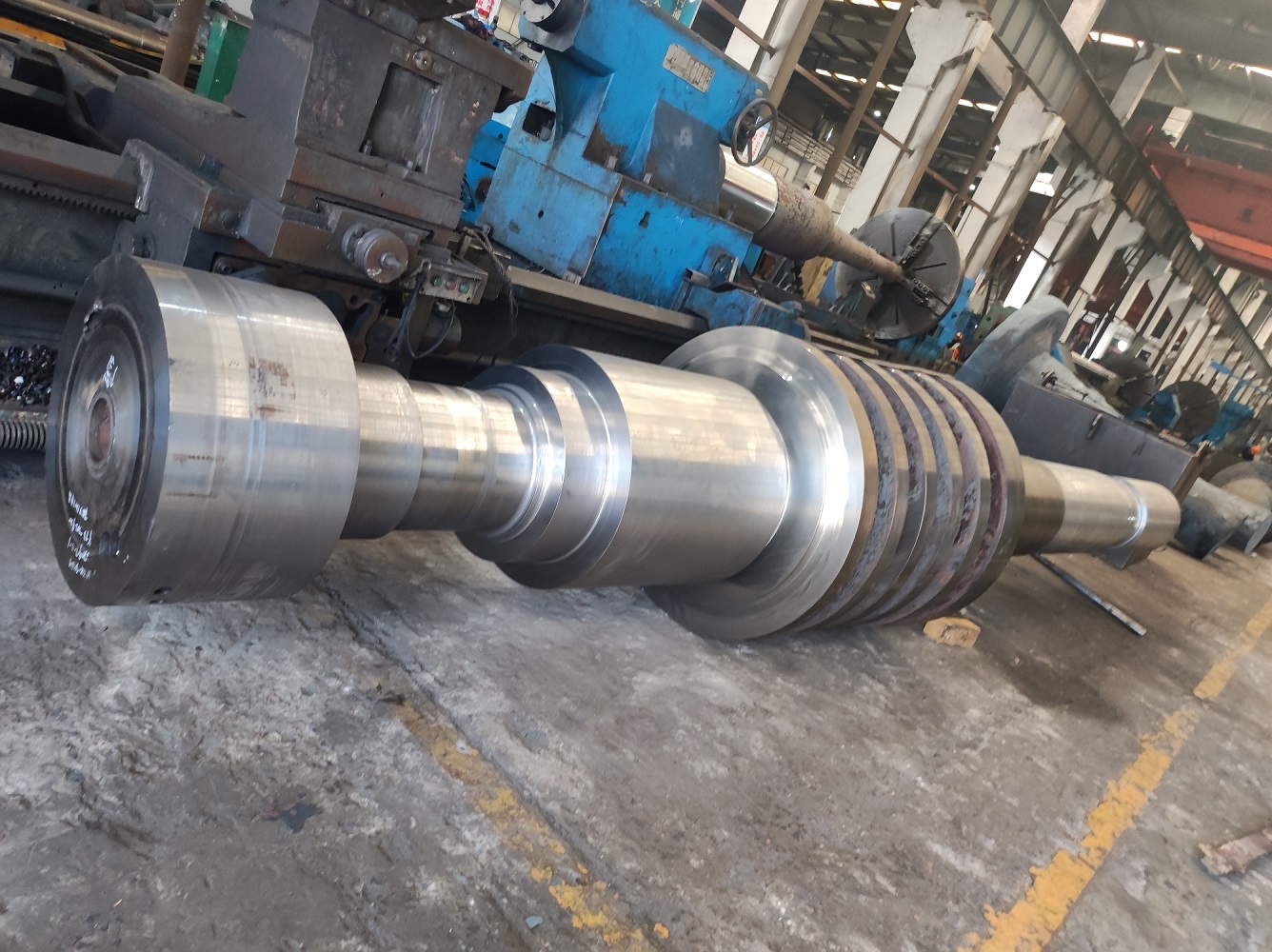
Поковки валів для гідравлічних турбін і гідрогенераторів
1 Виплавка 1.1 Для кування сталі слід використовувати лужну плавку в електропечі. 2 Кування 2.1 На верхніх і нижніх кінцях сталевого злитка має бути достатній припуск на різання, щоб переконатися, що кована деталь вільна від усадочних порожнин і сильної сегрегації. 2.2 Кування...Читати далі -

Деталі відкритого кування
Основні процеси вільного кування включають осадку, подовження, штампування, згинання, скручування, витіснення, різання та кування. Подовження у вільному куванні Подовження, також відоме як подовження, — це процес кування, який зменшує площу поперечного перерізу заготовки та збільшує її довжину. Подовжити...Читати далі -
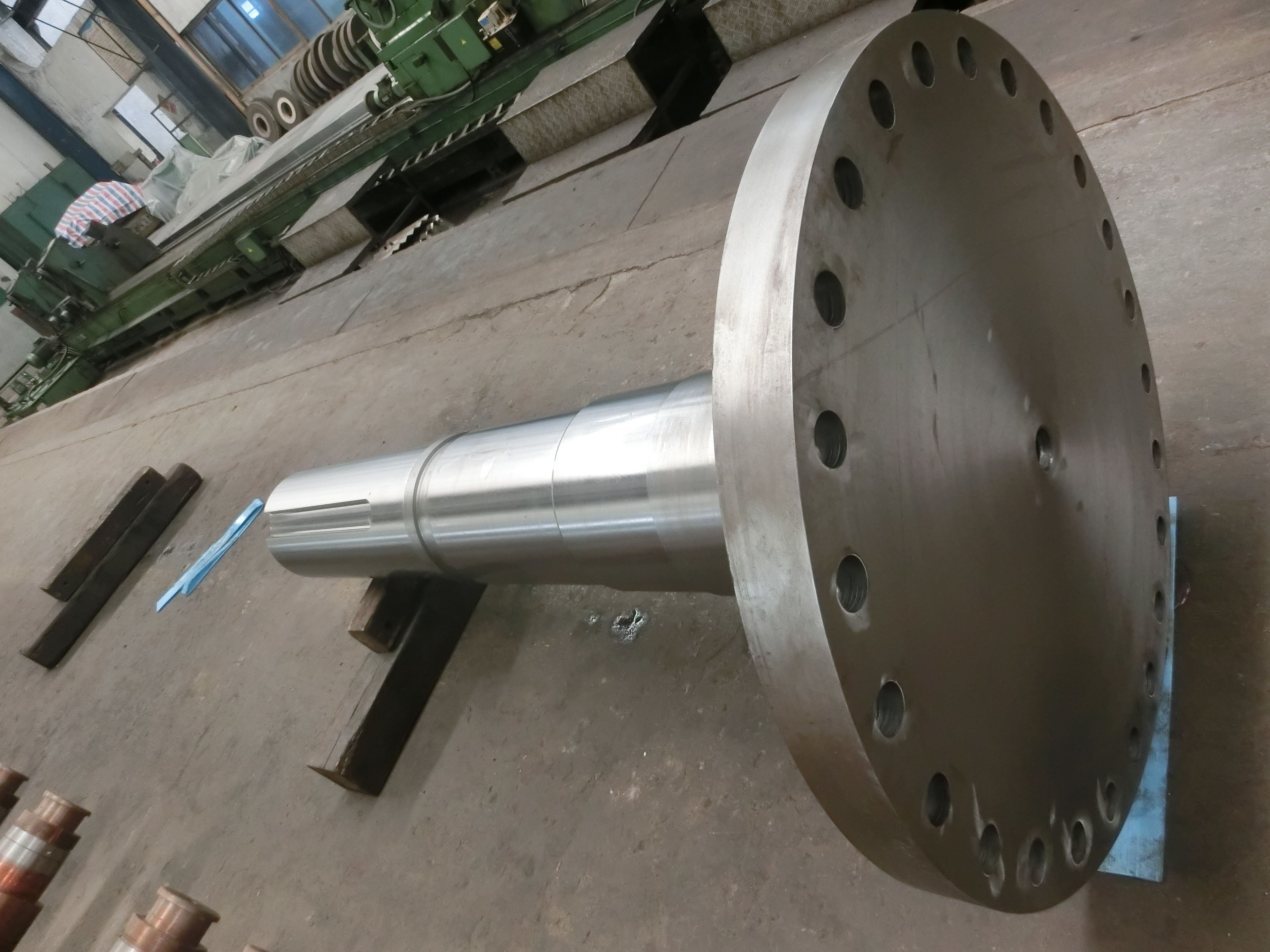
Поковка ротора промислових парових турбін
1. Виплавка 1.1. Для виготовлення кованих деталей сталевих зливків рекомендується плавити в лужній електропечі з подальшим зовнішнім рафінуванням. Для плавки також можна використовувати інші методи забезпечення якості. 1.2 До або під час розливання злитків сталь повинна розм...Читати далі -

Нормалізація частини кування
Нормалізація - це термічна обробка, яка підвищує міцність сталі. Після нагрівання сталевих компонентів до температури на 30-50 ℃ вище температури Ac3, потримайте їх протягом деякого часу та охолодіть їх на повітрі з печі. Основна характеристика полягає в тому, що швидкість охолодження швидше, ніж ан...Читати далі -
Деякі технічні характеристики для кованих фланців вежі вітрової турбіни
Загальні вимоги. Компанії, що виготовляють фланці, повинні володіти технічними можливостями, виробничими потужностями, можливостями перевірки та випробувань, необхідними для продукції, разом із принаймні дворічним досвідом у ковальській галузі. Виробниче обладнання Виробництво фланців...Читати далі -

Відпускна крихкість при куванні та обробці поковок
Через наявність відпускної крихкості під час кування та обробки поковок доступні температури відпустки обмежені. Щоб запобігти підвищенню крихкості під час відпуску, необхідно уникати цих двох температурних діапазонів, що ускладнює регулювання механічної опори...Читати далі -

Які існують методи нагріву для поковок валів?
Безперервний рухомий нагрів зазвичай використовується для індукційного нагріву поковок валів, у той час як високочастотний гартівний нагрів зазвичай передбачає фіксацію індуктора під час руху поковки. Нагрівання середньої частоти та частоти потужності, часто переміщується датчиками, а кування також може обертатися, коли потрібно...Читати далі



